吊车梁上冀缘较窄时,K型焊接压轨器及W型焊接压轨器的应用 |
| |
| TXL型压轨器选型与布置(K型) |
1、根据工艺所提供的轨道型号,选用相应的吊车轨道固定型号。
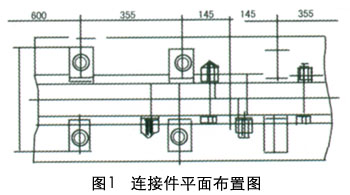
2、固定件间距为500mm,重量工作制时为400mm。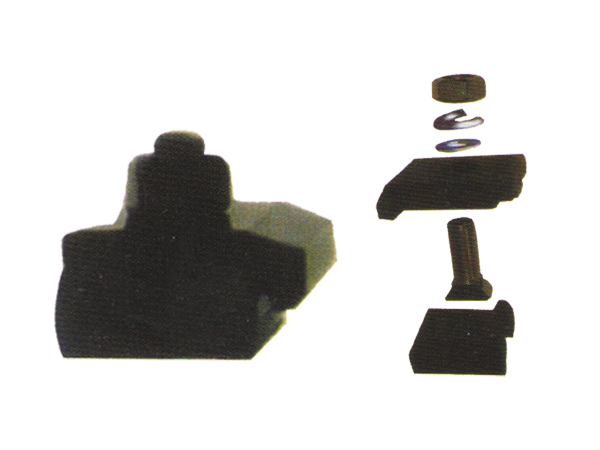
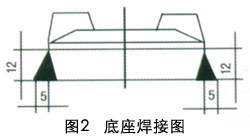
3、底座与吊车梁焊接时焊条的选用应于吊车梁材质相适应。
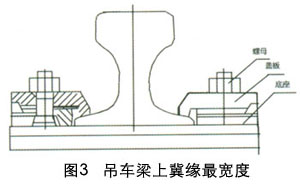
4、联结固定轨道吊车上冀缘最小的宽度,见图表:
5、也可采用正反双螺母固定
6、安装顺序;
a:安装轨道并调整轨距。
b:底座定位,沿吊车轨道方向间距500mm或400mm布置底座,垂直方向底座离轨道底边,也可留1mm-3mm间隙以便调整轨距。
c:底座焊接。
d:螺栓定位。
e:安装上盖,固定螺栓。 |
 |
固定件选用与吊车梁上冀缘最小宽度表
| 轨道型号 |
B(mm) |
| TG24 |
212 |
| TG30 |
224 |
| TG38 |
234 |
| TG43 |
254 |
| TG50 |
270 |
| TG60 |
290 |
| QU70 |
260 |
| QU80 |
270 |
| QU100 |
290 |
| QU120 |
310 |
|
 |
 |
| |
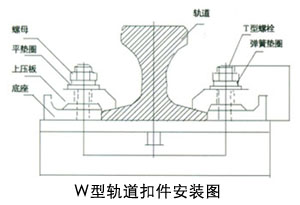
| HXWK型压轨器选型与布置(CGWK型) |
1、根据工艺所提供的轨道型号,选用相应的吊车轨道固定件型号。
2、固定件间距为500mm,重量工作制时为400mm。
3、底座与吊车梁焊接时焊条的选用应于吊车梁材质相适应。
4、联结固定轨道吊车上冀缘最小宽度,见图表:
5、安装顺序;
a:安装轨道并调整轨距。
b:底座定位,沿吊车轨道方向间距500mm或400mm布置底座,垂直方向底座离轨道底边,也可留1mm间隙以便调整轨距。
c:焊接底座板,两侧6mm巾角焊。
d:按下列顺序组装扣件:
螺栓就位-上盖板-平垫圈-弹簧垫圈-螺母-坚固 |
 |
 |
 |
| 轨道型号 |
a (mm) |
b(mm) |
| 22kg/m |
64 |
204 |
| 24kg/m |
63 |
202 |
| 30kg/m |
71 |
218 |
| 38kg/m |
74 |
224 |
| 43kg/m |
74 |
224 |
| 50kg/m |
83 |
2242 |
| QU70 |
77 |
230 |
| QU80 |
82 |
240 |
|
|




